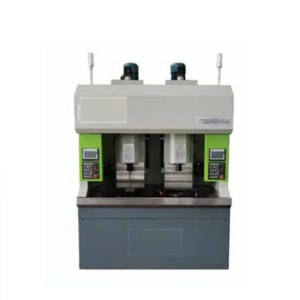
CNC խողովակ հորիզոնական Honing մեքենա


CNC Pipe Horizontal Honing Machine-ը նախատեսված է երկար խողովակների համար, որն օգնում է տարբեր հաճախորդներին, ովքեր ցանկանում են լավ հարդարում ստանալ անցքերում:Հոնինգ մեքենան կարող էր մշակել կլորություն, ուղիղ, կոն, հարդարման կոշտություն և այլն:
1. Կառուցվածքի հղկման մեքենան օգտագործում է եռակցված և ջերմամշակման պողպատ՝ ամուր կառուցվածք ստանալու համար՝ հղկման մշակման համար ամուր աջակցություն ապահովելու համար:Հավաքվելուց հետո մենք կօգտագործեինք հակաժանգոտ ծածկույթ բարձրորակ սև ներկով;պատրաստել հաստոցների վերին պատյանը ցողված յուղազերծումից, մակերեսի ճշգրտումից և ֆոսֆատումից հետո:Գույնը մարգարիտ սպիտակ է (կամ ներկ՝ ըստ հաճախորդի պահանջների), մեքենան ունի գեղեցիկ տեսք, հարթ գծեր և ժամանակակից զգացողություն։
2. Ափի տուփը շարժվում է վեկտորային հաճախականության փոխակերպման շարժիչով՝ կոշտ ատամի մակերեսային հանդերձանքի ռեդուկտորով մեծ կրճատման հարաբերակցությամբ, որը կարող է հասնել մշտական հզորության:
Բարձր արագությամբ մեծ ոլորող մոմենտ ելք, կտրող ուժի ավելացում և տարբեր անցքերի տրամագծեր ունեցող մասերի համար հեշտ է սահմանել spindle-ի ճիշտ արագությունը:
Spindle հզորությունը 5.5Kw, արագությունը 5-250r/min.(Հզորությունը հիմնված է կտրող հզորության վրա)
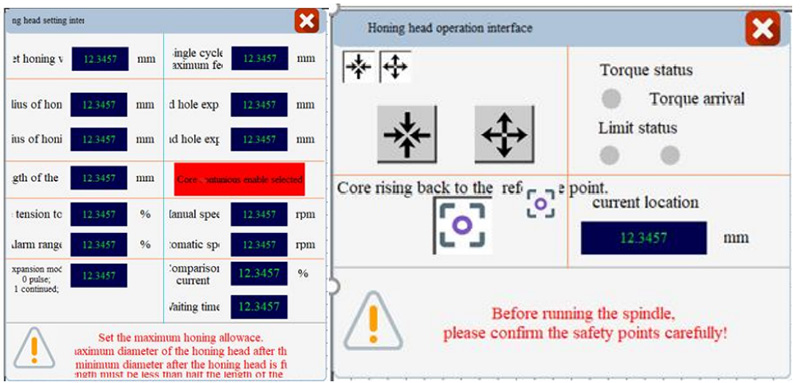
3. Honing գլխի կերակրման ընդլայնման համակարգ.
Սերվո շարժիչի սնուցում. սնուցման ամբողջ միավորը տեղադրված է գլխի վրա, իսկ սերվո շարժիչը երկարացվում է հատուկ հալեցնող գլխի ընդլայնման սարքի միջոցով:
Իրականացվում է հալեցնող գլխի ավտոմատ ընդլայնումը (նաև կոչվում է սնուցում):Այս սարքը միացված է հիմնական լիսեռին զուգահեռ:Ամբողջ համակարգն ունի մեկ հղկման գլուխ, որն ունի հղկման մեծ տիրույթ, թեթև քաշ և ինքնափակման ունակություն, որն օգնում է բարելավել բարձր ճշգրտությունը:Ընդլայնված սերվո շարժիչի հզորություն 400 վտ;
Առավելություն. Ամբողջ մեքենան սնվում է էլեկտրականությամբ:Սնուցման միավորը հեշտությամբ կարելի է կարգավորել 0,001-0,05 մմ:
Սնուցման երեք ռեժիմ կա, ստորև նկարը ցույց է տալիս սենսորային էկրանի հսկողության հղկման գլխի ընդլայնման ինտերֆեյսը:
4. Փոխադարձ փոխանցում. սերվո շարժիչը, մոլորակային ռեդուկտորը և փոխանցման շղթան համակցված են՝ ձևավորելով բարձր ճշգրտության արագ փոխադարձ մեքենայի կառուցվածք:
Սերվո շարժիչի հզորությունը 3,5 կՎտ:Փոխադարձ արագությունը 1-30 մ/րոպե է։Արդյունավետ փոխադարձ երկարությունը 1,7 մ է:Փոխադարձ երկարության կարգավորող հսկիչ շրջանակ
Դեմքը հետևյալն է.
5. Սառեցման համակարգը 100լ/րոպե հոսք է, իսկ հղկման յուղի ելքային ռեժիմը.
Բարձր հոսքի հալեցնող յուղը ներարկվում է պողպատե խողովակի վերջում՝ արդյունավետ մաքրման և մանրացման արդյունավետությունը առավելագույնի հասցնելու համար:Հոնինգի յուղ
Բաքի տարողությունը 200 լիտր, կամ հարմարեցված
Նավթի ներարկումը վերահսկվում է սենսորային էկրանով, որպեսզի ներարկումը դադարեցնի շիթը, երբ հալեցնող գլուխը հասնում է պողպատե խողովակի երկու ծայրերին:
Տարբեր նյութերի մշակման համար մենք կմատակարարեինք տարբեր զտիչ համակարգ, օրինակ, մագնիսական մետաղի համար, մենք կօգտագործեինք մագնիսական բաժանարար համակարգ, ոչ մագնիսական նյութի համար, մենք կարող էինք ընտրել թղթի ֆիլտրի համակարգ կամ ճնշման թղթի ֆիլտր:
6. Honing rod: Մենք ունենք բազմաթիվ honing ղեկավարներ ծածկելու 35-350mm, կամ հարմարեցված.Օրինակ մոդել
①MGC1532 մշակման անցքի տրամագիծը 38-58 մմ
②MGC1550 մշակման անցքի տրամագիծը 60-150 մմ
Հալեցնող ձողի մակերեսը ենթարկվում է բարձր հաճախականության մարման, ապա գլանաձև հղկման, իսկ մակերեսի ավարտը հասնում է Ra0.2um-ի:
Աշխատանքային մասի ներքին անցքը չի վնասի աշխատանքային մասի հարթությունը:Հալեցնող ձողի երկու ծայրերը համընդհանուր միացված են, որպեսզի ավտոմատ կերպով փոխհատուցեն լիսեռը և կտորի ներքին անցքի համակենտրոնությունը:
7. Պողպատե խողովակի v-տիպի սեղմիչը նույնն է, ինչ ամերիկյան Sunnen խորը անցքի հղկման մեքենան, կռվան արտաքին տրամագիծը 40-250 մմ է կամ հարմարեցված:

8. Խորը անցքերով հղկվող գլուխներ. տրամադրեք անհրաժեշտ հղկման գլուխը ձեր ընկերության կարիքներին համապատասխան (ներքևում ներկայացված են օրինակները):

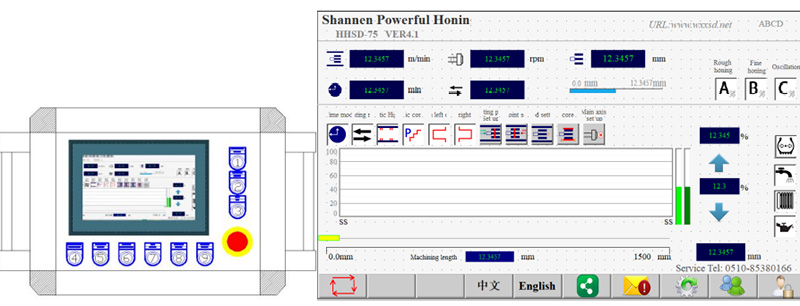
9. Կառավարման համակարգ. օգտագործելով սենսորային էկրան + PLC հսկողություն, մեր պրոֆեսիոնալ ինժեները նախագծում է մեկ խելացի ծրագրակազմ՝ հղկման մշակման համար:Մեքենան շահագործելիս հղկման գործիքները, պահանջվող արագությունը, փոխադարձությունը, սնուցումը, սառեցումը և այլն, հեշտ է կարգավորվում և հետևում են առցանց մշակմանը, որպեսզի օպերատորները կարողանան վերահսկել և լավ հարդարում ստանալ մեր հղկման մեքենայի հետ:
Վազքը դրված է կոշտ էկրանի վրա՝ շահագործումը հեշտացնելու համար:Մեր առցանց հետևելու համակարգը շատ լավ գործառույթ է հեշտ շահագործման հասնելու համար:Այս համակարգը հետևում է հաստոցների աշխատանքային կարգավիճակին և մասերի ճշգրտությանը, որպեսզի ժամանակին կարգավորվի՝ թափոնների առաջացումից և սարքավորումների վնասումից խուսափելու համար:Միևնույն ժամանակ, պողպատե խողովակի ներքին անցքի տրամագծի հետևողականությունն ապահովելու համար.
Սենսորային էկրանն ընդունում է ուղղահայաց կառուցվածք և կարող է շրջվել 180 աստիճանով:Սենսորային էկրանն ավտոմատ կերպով ահազանգում է, երբ հաստոցը անսարքության է հանդիպում:
Սխալները հետևյալն են (կան գնանշման տարբեր մեթոդներ՝ ըստ մեքենայի կազմաձևի).
1. Մեքենաների մշակման ռեժիմը ընտրված չէ ահազանգ 2. Սնուցման սկզբնական հղման կետը սահմանված չէ:
3. Ժամկետային ռեժիմում մշակման ժամանակը սահմանված չէ:4. Մեքենայի ծագման կամ մշակման շրջանակը ամբողջությամբ սահմանված չէ
5. Կույր անցքի պարամետրի կարգավորումը ամբողջական չէ 6. Սնուցման առանցքի պարամետրի կարգավորումն ամբողջական չէ
7. Spindle-ի պարամետրերը ամբողջությամբ սահմանված չեն 8 Սարքավորումների ձախողման ահազանգ
10. Անվտանգություն
Կառավարման վահանակն ունի e-stop կոճակ, որը կարող է սեղմվել՝ վթարային դեպքում հաստոցը կանգնեցնելու համար:Ուղեկցող ռելսի երկու կողմերն էլ հագեցված են դիրքի պաշտպանության սարքերով
Հիմնական լիսեռը տեղադրված է պաշտպանիչ ծածկով օպերատորներին պաշտպանելու համար:
Կառավարման վահանակի ընդհանուր սխալի մասին տեղեկություններ.
1. Մեքենաների մշակման ռեժիմը ընտրված չէ ահազանգ 2. Սնուցման սկզբնական հղման կետը սահմանված չէ:
3. Ժամկետային ռեժիմում մշակման ժամանակը սահմանված չէ:4. Մեքենայի ծագման կամ մշակման շրջանակը ամբողջությամբ սահմանված չէ
5. Կույր անցքի պարամետրի կարգավորումը ամբողջական չէ 6. Սնուցման առանցքի պարամետրի կարգավորումն ամբողջական չէ
7. Spindle-ի պարամետրերը ամբողջությամբ սահմանված չեն 8 Սարքավորումների ձախողման ահազանգ