CNC-pijp horizontale hoonmachine


CNC-pijp horizontale hoonmachine is ontworpen voor lange pijpen en helpt verschillende klanten die een goede afwerking in gaten willen krijgen.Honingmachine kan rondheid, rechtheid, tapsheid, afwerkingsruwheid en enz. verwerken.
1. De structuur-honingmachine gebruikt gelast en warmtebehandelingsstaal om een sterke structuur te krijgen die een sterke ondersteuning biedt voor de honenverwerking.Na montage gebruikten we een antiroestcoating met hoogwaardige zwarte verf;laat de bovenkast van de werktuigmachine spuiten na het ontvetten, oppervlakteaanpassing en fosfateren.De kleur is Parelwit (of verf naar wens van de klant), de machine heeft een prachtig uiterlijk, vloeiende lijnen en een moderne uitstraling.
2. De spilkast wordt aangedreven door een vectorfrequentieomzettingsmotor met een tandwielreductiemiddel met grote reductieverhouding, die een constant vermogen kan bereiken
Hoog koppel bij hoge snelheid, verhoogde snijkracht en het is eenvoudig om het juiste spiltoerental in te stellen voor onderdelen met verschillende boringdiameters.
Spilvermogen 5,5 kW, snelheid 5-250 tpm.(Vermogen is gebaseerd op snijcapaciteit)
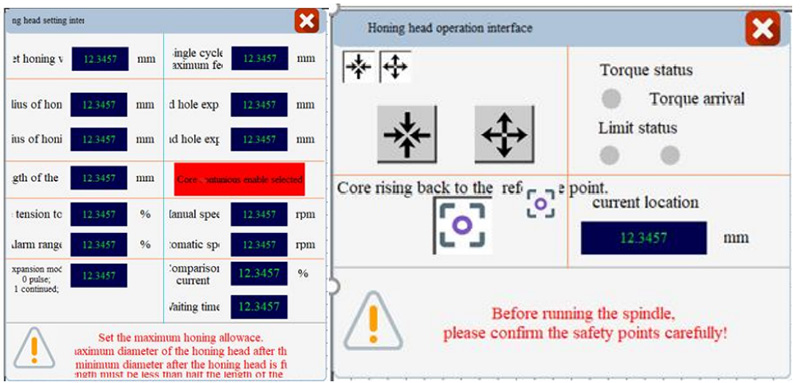
3. Uitbreidingssysteem voor slijpkoptoevoer:
Servomotorvoeding: de gehele voedingseenheid is op de kop geïnstalleerd en de servomotor wordt verlengd via een speciaal hoonkopexpansieapparaat
De automatische expansie (ook wel voeding genoemd) van de hoonkop wordt gerealiseerd.Dit apparaat is parallel verbonden met de hoofdas.Het hele systeem heeft één enkele hoonkop, die een groot hoonbereik, een laag gewicht en een zelfremmend vermogen heeft, wat de hoge precisie helpt verbeteren.Uitgebreid servomotorvermogen 400w;
Voordeel: De gehele machine wordt aangedreven door elektriciteit.De invoereenheid kan eenvoudig worden aangepast van 0,001-0,05 mm.
Er zijn drie invoermodi, de onderstaande afbeelding toont de uitbreidingsinterface voor de aanraakkopbediening.
4. Heen en weer bewegende transmissie: de servomotor, het planetaire verloopstuk en de transmissieketting worden gecombineerd om een uiterst nauwkeurige, snel heen en weer bewegende machinestructuur te vormen.
Servomotorvermogen 3,5 kW.De heen en weer gaande snelheid is 1-30 m/min.De effectieve heen en weer gaande lengte is 1,7 m.Heen en weer bewegende lengte-instelling controlecirkel
Het gezicht is als volgt:
5. Het koelsysteem heeft een stroom van 100 l / min en de uitvoermodus voor hoonolie:
High-flow hoonolie wordt in het uiteinde van de stalen buis geïnjecteerd om een efficiënte reiniging te bereiken en de maalefficiëntie te maximaliseren.Slijpolie
Tankinhoud 200 liter, of maatwerk
De olie-injectie wordt geregeld via het touchscreen, zodat de injectie kan stoppen met spuiten. Wanneer de hoonkop beide uiteinden van de stalen buis bereikt
Voor verschillende materiaalverwerking zouden we een ander filtersysteem leveren, voor het magnetische metaal zouden we bijvoorbeeld een magnetisch scheidingssysteem gebruiken, voor niet-magnetisch materiaal zouden we kunnen kiezen voor een papieren filtersysteem of een drukpapierfilter.
6. Honingstaaf: We hebben veel hoonkoppen voor 35-350 mm, of aangepast.Bijvoorbeeld model
①MGC1532 verwerkingsgatdiameter 38-58 mm
②MGC1550 verwerkingsgatdiameter 60-150 mm
Het oppervlak van de wetstaaf wordt onderworpen aan hoogfrequent afschrikken en vervolgens cilindrisch honen, en de oppervlakteafwerking bereikt Ra0,2um.
Het binnenste gat van het werkstuk zal de gladheid van het werkstuk niet beschadigen.Beide uiteinden van de wetstaaf zijn universeel verbonden om automatisch de spil en de concentriciteit van het binnengat van het stuk te compenseren.
7. De stalen buis v-type klem is hetzelfde als de Amerikaanse Sunnen diepgathoningmachine, de buitendiameter van de klem is 40-250 mm, of aangepast.

8. Honingkoppen voor diepe gaten: zorg voor de vereiste slijpkop volgens de behoeften van uw bedrijf (de onderstaande vormen zijn een voorbeeld).

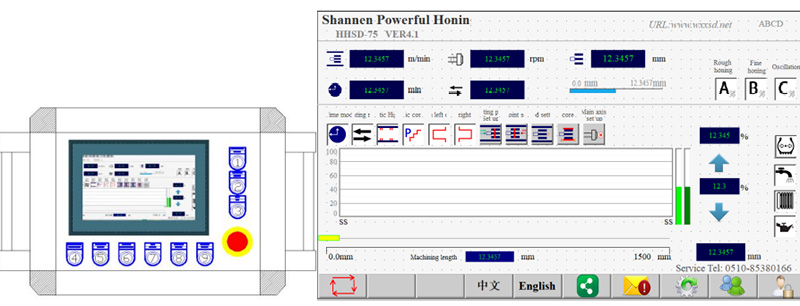
9. Besturingssysteem: met behulp van touchscreen + PLC-besturing ontwerpt onze professionele ingenieur één slimme software voor het slijpen van verwerking.Bij het bedienen van de machine zijn de hoongereedschappen, de vereiste snelheid, heen en weer beweging, voeding, koeling enz. eenvoudig in te stellen en de verwerking online te volgen, zodat operators controle hebben en een goede afwerking kunnen krijgen met onze hoonmachine.
De werking is op een stevig scherm ingesteld om de bediening eenvoudig te maken.Ons online volgsysteem is een zeer goede functie om een eenvoudige bediening te bereiken.Dit systeem houdt de werkstatus van de werktuigmachine en de nauwkeurigheid van de onderdelen bij, zodat ze tijdig kunnen worden aangepast om het ontstaan van afval en schade aan de apparatuur te voorkomen.Tegelijkertijd, om de consistentie van de diameter van het binnengat van de stalen buis te garanderen,
Het touchscreen heeft een verticale structuur en kan 180 graden worden gedraaid.Het aanraakscherm geeft automatisch een alarm wanneer de werktuigmachine een fout tegenkomt.
De fouten zijn de volgende (er zijn verschillende offertemethoden afhankelijk van de machineconfiguratie):
1. De bewerkingsmodus is niet geselecteerd alarm 2. Het initiële referentiepunt van de voeding is niet ingesteld.
3. De verwerkingstijd in de timingmodus is niet ingesteld.4. De oorsprong of het verwerkingsbereik van de machine is niet volledig ingesteld
5. De parameterinstelling voor het blinde gat is niet voltooid. 6. De parameterinstelling van de voedingsas is niet voltooid
7. Spilparameters zijn niet volledig ingesteld. 8 Alarm hardwarefout
10. Beveiliging
Het bedieningspaneel heeft een noodstopknop, die kan worden ingedrukt om de werktuigmachine in geval van nood te stoppen.Beide zijden van de geleiderail zijn voorzien van positiebeveiligingen
De hoofdas is geïnstalleerd met een beschermkap om de operators te beschermen.
Algemene foutinformatie op het bedieningspaneel:
1. De bewerkingsmodus is niet geselecteerd alarm 2. Het initiële referentiepunt van de voeding is niet ingesteld.
3. De verwerkingstijd in de timingmodus is niet ingesteld.4. De oorsprong of het verwerkingsbereik van de machine is niet volledig ingesteld
5. De parameterinstelling voor het blinde gat is niet voltooid. 6. De parameterinstelling van de voedingsas is niet voltooid
7. Spilparameters zijn niet volledig ingesteld. 8 Alarm hardwarefout