Maszyna do poziomego honowania rur CNC


Pozioma maszyna do honowania rur CNC jest przeznaczona do długich rur i pomaga różnym klientom, którzy chcą uzyskać dobre wykończenie otworów.Maszyna do honowania może przetwarzać okrągłość, prostotę, zbieżność, szorstkość wykończenia itp.
1. Maszyna do honowania konstrukcji wykorzystuje stal spawaną i poddaną obróbce cieplnej, aby uzyskać mocną konstrukcję zapewniającą mocne wsparcie dla obróbki honowania.Po złożeniu zastosowaliśmy powłokę antykorozyjną z wysokiej jakości czarną farbą;wykonać górną obudowę obrabiarki natryskowo po odtłuszczeniu, wyrównaniu powierzchni i fosforanowaniu.Kolor to perłowo-biały (lub farba zgodnie z wymaganiami klienta), maszyna ma piękny wygląd, gładkie linie i nowoczesny zmysł.
2. Skrzynia wrzeciona napędzana jest silnikiem z wektorową konwersją częstotliwości z reduktorem o dużym przełożeniu redukcyjnym o twardej powierzchni zęba, który może osiągnąć stałą moc
Wysoki moment obrotowy przy dużej prędkości, zwiększona siła skrawania i łatwe ustawienie właściwej prędkości wrzeciona dla części o różnych średnicach otworu.
Moc wrzeciona 5,5 kW, prędkość 5-250r/min.(Moc opiera się na wydajności cięcia)
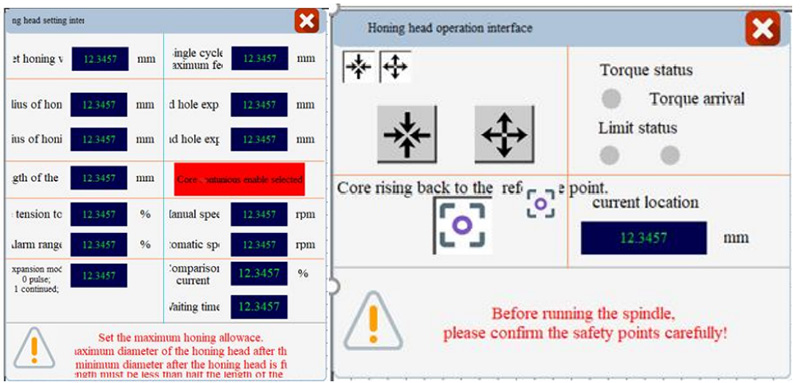
3. System rozszerzania posuwu głowicy honującej:
Zasilanie serwomotoru: Cały zespół podający jest zamontowany na wrzecienniku, a serwomotor jest wysuwany poprzez specjalne urządzenie rozprężne głowicy honującej
Realizowane jest automatyczne rozszerzanie (zwane także podawaniem) głowicy honującej.Urządzenie to jest połączone równolegle z wałem głównym.Cały system składa się z pojedynczej głowicy honującej, która charakteryzuje się dużym zakresem honowania, niewielką wagą i zdolnością samoblokowania, co pomaga poprawić wysoką precyzję.Zwiększona moc serwomotoru 400w;
Zaleta: Cała maszyna jest zasilana energią elektryczną.Podajnik można łatwo regulować w zakresie 0,001-0,05 mm.
Istnieją trzy tryby podawania. Poniższy rysunek przedstawia interfejs rozszerzenia głowicy honującej sterowany za pomocą ekranu dotykowego.
4. Przekładnia posuwisto-zwrotna: Serwomotor, reduktor planetarny i łańcuch przekładniowy są połączone, tworząc precyzyjną, szybką konstrukcję maszyny posuwisto-zwrotnej.
Moc silnika serwo 3,5 kW.Prędkość ruchu posuwisto-zwrotnego wynosi 1-30 m/min.Efektywna długość ruchu posuwisto-zwrotnego wynosi 1,7 m.Koło sterujące ustawianiem długości w ruchu posuwisto-zwrotnym
Twarz wygląda następująco:
5. Układ chłodzenia ma przepływ 100L/min, a tryb wydawania oleju do honowania:
Na koniec stalowej rury wtryskiwany jest olej do honowania o wysokim przepływie, aby zapewnić skuteczne czyszczenie i zmaksymalizować wydajność szlifowania.Olej do honowania
Pojemność zbiornika 200 litrów lub dostosowana
Wtrysk oleju sterowany jest za pomocą ekranu dotykowego, dzięki czemu wtrysk może zostać zatrzymany, gdy głowica gładząca dotrze do obu końców stalowej rury
Do różnych metod przetwarzania materiałów dostarczylibyśmy inny system filtrów, na przykład do metalu magnetycznego użylibyśmy systemu separatora magnetycznego, do materiału niemagnetycznego moglibyśmy wybrać system filtrów papierowych lub ciśnieniowy filtr papierowy.
6. Pręt do honowania: Mamy wiele głowic do honowania o średnicy 35–350 mm lub na zamówienie.Na przykład modelka
①MGC1532 średnica otworu obróbczego 38-58mm
②MGC1550 średnica otworu obróbczego 60-150 mm
Powierzchnia pręta honującego poddawana jest hartowaniu o wysokiej częstotliwości, a następnie honowaniu cylindrycznemu, a wykończenie powierzchni osiąga Ra0,2um.
Wewnętrzny otwór przedmiotu obrabianego nie uszkodzi gładkości przedmiotu obrabianego.Oba końce pręta honującego są uniwersalnie połączone, aby automatycznie kompensować wrzeciono i koncentryczność wewnętrznego otworu elementu.
7. Zacisk typu v z rur stalowych jest taki sam jak amerykańska maszyna do honowania głębokich otworów Sunnen, średnica zewnętrzna mocowania wynosi 40-250 mm lub jest dostosowana do indywidualnych potrzeb.

8. Głowice do honowania głębokich otworów: zapewnij wymaganą głowicę szlifierską zgodnie z potrzebami Twojej firmy (poniżej przedstawiono przykładowe kształty).

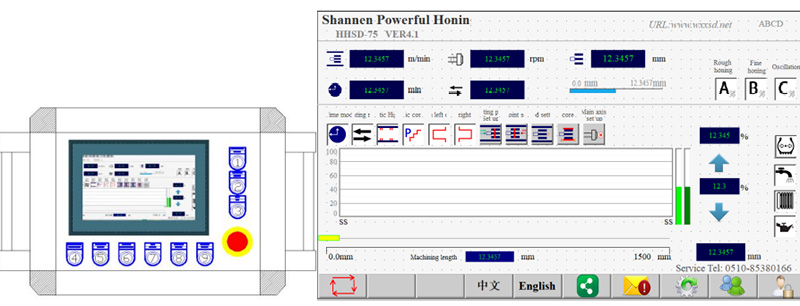
9. System sterowania: za pomocą ekranu dotykowego + sterowania PLC nasz profesjonalny inżynier projektuje jedno inteligentne oprogramowanie do obróbki honowania.Podczas obsługi maszyny narzędzia do honowania, wymagana prędkość, ruch posuwisto-zwrotny, posuw, chłodzenie itp. można łatwo ustawić, a obróbkę można śledzić online, dzięki czemu operatorzy mogą kontrolować i uzyskać dobre wykończenie za pomocą naszej maszyny do honowania.
Działanie odbywa się na wytrzymałym ekranie, który ułatwia obsługę.Nasz system śledzenia online to bardzo dobra funkcja zapewniająca łatwą obsługę.System ten śledzi stan pracy obrabiarki i dokładność części, aby dostosować się na czas, aby uniknąć wytwarzania odpadów i uszkodzenia sprzętu.Jednocześnie, aby zapewnić zgodność średnicy wewnętrznego otworu rury stalowej,
Ekran dotykowy ma konstrukcję pionową i można go obrócić o 180 stopni.Ekran dotykowy automatycznie alarmuje, gdy obrabiarka napotka usterkę.
Uszkodzenia są następujące (istnieją różne metody wyceny w zależności od konfiguracji maszyny):
1. Alarm nie jest wybrany tryb obróbki 2. Nie ustawiono początkowego punktu odniesienia posuwu.
3. Czas przetwarzania w trybie pomiaru czasu nie jest ustawiony.4. Pochodzenie maszyny lub zakres przetwarzania nie są całkowicie ustawione
5. Niekompletna parametryzacja otworu nieprzelotowego. 6. Niekompletna parametryzacja osi posuwu
7. Parametry wrzeciona nie są ustawione całkowicie. 8 Alarm awarii sprzętu
10. Bezpieczeństwo
Na panelu sterowania znajduje się przycisk e-stop, którego naciśnięcie powoduje awaryjne zatrzymanie obrabiarki.Obie strony szyny prowadzącej wyposażone są w zabezpieczenia położenia
Wał główny jest wyposażony w osłonę ochronną chroniącą operatorów.
Informacje o typowych błędach panelu sterowania:
1. Alarm nie jest wybrany tryb obróbki 2. Nie ustawiono początkowego punktu odniesienia posuwu.
3. Czas przetwarzania w trybie pomiaru czasu nie jest ustawiony.4. Pochodzenie maszyny lub zakres przetwarzania nie są całkowicie ustawione
5. Niekompletna parametryzacja otworu nieprzelotowego. 6. Niekompletna parametryzacja osi posuwu
7. Parametry wrzeciona nie są ustawione całkowicie. 8 Alarm awarii sprzętu