Прецизна CNC машина за досадување



ПРЕГЛЕД
1, Оваа машина е дизајнирана за ладно влечени цевки или топло валани цевки, со досадување, стружење и тркалање за обработка на внатрешните дијаметри за да се постигне добра големина на точност и фино завршување на површината.Ладно влечените цевки се 27 SiMn, 30CrMnSi, 42CrMn.Топло валани цевки може да се изгасат и калат или не, челичната цевка со ладно влечење е ладно влечена (тврда) состојба или состојба на жарење без стрес.
2, Функции
2,1 Специјални тела за цевки ги вртат цевките за време на ротација на здодевните глави при груба обработка на здодевни копчиња, за груба обработка директно во дупките.
2.2 Специјалниот приклучок за цевки ги врти цевките, здодевната продолжна шипка останува неподвижна, хидрауличните здодевни алатки за тркалање прават фина обработка за да се добие фина точност, прави и сл.
2.3 Специјалните тела за цевки ја одржуваат цевката мирна, Здодевната лента се ротира, за да се користат здодевни алатки за тркалање за да се тркалаат цевките за да се добие фина завршна обработка.
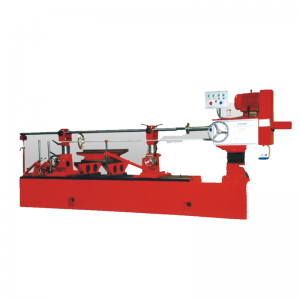
ЛИКОВИ
Главните карактеристики на машината за здодевни CNC се висока ефикасност на обработка, стабилни перформанси, интелигентен и едноставен CNC оперативен систем, прекрасен изглед, унифициран и уреден изглед и подобри мерки за заштита на животната средина од прскање и истекување масло
Опремата ги има следните три комбинирани дејства на работното парче и алатот: 1), работното парче и алатот се ротираат истовремено.2) Работното парче е фиксирано и алатот се ротира.3) Работното парче се ротира и алатот е фиксиран.Грубата досадна глава се користи за дупчење со туркање при груба обработка, а комбинираниот процес на обработка на алат со стругање + тркалање (хидраулично или пневматско) се користи при завршна обработка, што ефикасно го решава сериозното отстапување при груба обработка на топловалани челични цевки и длабоки дупки во ладно влечени челични цевки.Феноменот на лоша исправност по завршувањето.
По брзо стружење и тркалање, прецизноста може да достигне ниво IT7-8, грубоста на површината може да достигне Ra0,1-0,2μm, со
машинскиот алат опремен со автоматски модул за контрола на проширување и контракција на алатот, посебен систем за проширување и повлекување на алатот во корејски стил и хидрауличен хидрауличен стил за да се добие добра завршна обработка.Оптималниот додаток за гребење и тркалање е 0,5-10 mm во насока на дијаметарот).
Машинските алати од серијата TGK се опремени со германски систем за нумеричка контрола SIEMENS 808D;ротирачкото вретено на работното парче е управувано од серво-мотор со вретено со регулација на брзина без чекори, кутијата со вретено на здодевната шипка е управувана од серво мотор со вретено со регулација на брзина без чекори, а лежиштето на вретеното прифаќа високопрецизно лежиште со висока точност на ротација.Кутијата за напојување е управувана од серво мотор со наизменична струја со регулација на брзина без чекори;телото на креветот е изработено од висококвалитетно леано железо, а двојните рамни водилни шини обезбедуваат севкупна цврстина и добра ориентација на машинскиот алат, а околу него има и заштитни структури.Машинскиот алат е опремен со автоматски транспортер на чипови, магнетен сепаратор, филтер за хартија итн., за целосно да се обезбеди чисто обновување и повторна употреба на течноста за ладење, а точноста на филтрацијата може да достигне 30 μm.
ПАРАМЕТРИ НА ТЕХНОЛОГИЈАТА
| NO | Предмети | Параметри |
| 1 | Здодевен опсег на должина | 2000-1200мм или обичај |
| 2 | Опсег на стегање на ролни тела | 40-350мм или прилагодено |
| 3 | Опсег на стегање на тела за прстени | 50-330мм или обичај |
| 4 | Широчина на шините за водење | 650 мм |
| 5 | Централна висина на вретеното | 400 мм |
| 6 | Главен мотор | 75KW, сервисен мотор |
| 7 | Брзина на ротација на главата | 90-500 r/min |
| 8 | Држач на вретено на глава | ≥280 мм |
| 9 | Мотор на здодевни алатки | 55KW, сервисен мотор |
| 10 | брзина на ротација на здодевните алатки | 100 ~ 1000 r/min, подесување без чекори |
| 11 | Мотор за хранење | 27 Nm |
| 12 | Брзина на хранење | 5-3000 мм/мин, без чекори за прилагодување |
| 13 | Брзина на движење на престилка | 3000 мм/мин |
| 14 | Контролен систем | SIEMENS 808D |
| 15 | Мотор на хидраулична пумпа | N=1,5 kW, n=1440r/min |
| 16 | Мотор на пумпа за ладење | N=5,5kW, 3 комплети |
| 17 | Номинален притисок на течноста за ладење | 0,5 MPa |
| 18 | Проток на системот за ладење | 340 л/мин |
| 19 | Димензија | 14000мм*3500мм*1700мм |
| 20 | Напојување | 380V, 50HZ, 3фазен |
| 21 | Работилница | Температура на работната средина: 0 - 45℃Релативна влажност: ≤85% |
ОПИСИ на ВАЖНИ ЕЛЕМЕНТИ
1, Машинска структура
Креветот има двојна правоаголна рамна водечка структура на шината, а ширината на водичката шина е 650 mm.Креветот е основниот дел на машинскиот алат, а неговата цврстина директно влијае на работните перформанси и точноста на работата на целата машинска алатка.Машинскиот кревет е изработен од смола песок, излеан со висококвалитетно леано железо HT300, третман на стареење, со добар изглед и цврстина, разумен распоред на ребрата плоча, зајакнувачки ребра во облик П го прават креветот да има одлична цврстина, отпорност на вибрации и отпорност на пресек. дисторзија..Надворешната страна на креветот е излеана со резервоар за преточување, а околу неа е поставена заштитна обвивка, која има добри перформанси за заштита на изгледот и нема истекување на масло.Може ефикасно да собира течност за сечење и да концентрира малку повратен проток за повторна употреба.Креветот усвојува структура на поделена спојка, водичката шина усвојува гаснење со средна фреквенција, слојот за гаснење е 3-5 mm, а цврстината на површината е HRC45-52.Мелницата за водечка шина е прецизно заземјување, што го прави машинскиот алат да има добра отпорност на абење и прецизно задржување.Структурата на раздвоено спојување е разумна и не предизвикува истекување на маслото.
2, Headstock (големи дупки, отстранување на чипови во внатрешната дупка на вретеното)
Ротирачката глава на работното парче главно го придвижува работното парче да се ротира и е фиксирано на левиот крај на машинската алатка.Погонскиот мотор на ротирачката глава на работното парче усвојува серво мотор со вретено.Опсегот на брзина е 90-500 r/min.Наслонот има структура со вретено.Предниот крај на главното вратило е инсталиран со конусен диск, а задниот крај на главното вратило е инсталиран со цевка за испуштање чип.За време на обработката, маслото за сечење се завиткува со железни чипови и се испушта низ внатрешната дупка на главното вратило до автоматското празнење.внатре во машината за чипови.Целата структура е едноставна, цврстината на главното вратило е подобрена, а прецизното задржување е добро, што го елиминира феноменот на трчање и капе.
3,Здодевната шипка кутија е интегрална структура за леење и е инсталирана на палетата за напојување.Здодевната шипка се движи од серво моторот на главната оска, а главното вратило се движи да ротира низ синхрониот појас преку механизмот за промена на брзината.Изборот на брзина може да се одреди според материјалот на работното парче, цврстината, условите за кинење на алатот и чипот и други фактори.Според различни брзини, може да се програмира и постави со системот за нумеричка контрола, а лежиштата на вретеното се избираат од Wafangdian лежиштата.Главната функција на здодевната кутија со шипки е да ја придвижи алатката да ротира.
4,Дозерот за масло се наоѓа во средината на креветот.Предниот крај на диспензерот за масло е опремен со ротирачки чаур за лежиште за водич за дозерот за масло, кој се користи за инсталирање на здодевниот водилски чаур, а водилката може да се ротира заедно со работното парче.Задната страна на дозерот за масло е обезбедена со влезна порта за течност за сечење, спој за инфузија и цевковод, а течноста за сечење се вбризгува во внатрешната дупка на работното парче низ шуплината во кутијата за диспензерот за масло.
Има голема количина на течност за сечење под висок притисок во кутијата за довод на масло за време на процесот на обработка.Работното парче се вбризгува во работното парче преку страната на доводникот за масло.Навлаката за водич за алат за внесување масло ја контролира точноста на димензионалната конзистентност на алатот и работното парче пред и по напојувањето.Задниот крај на чаурата за поддршка на здодевната шипка е заменливи делови од делот за помагала на машинскиот алат.Главното вратило на доводникот за масло и главното вратило на машинскиот алат имаат висока концентричност и добра точност на ротација.
Движењето и дигалката на дозерот за масло се придвижувани од моторот за конверзија на фреквенцијата за да се придвижи вратилото на менувачот да се ротира, а функциите на движење и дигалка на диспензерот за масло се реализираат преку спојување на вратилото на менувачот и спиралниот запчаник.За постојан излез на вртежен момент, големината на горната сила на затегнување е прилагодлива.Конусниот диск може да се инсталира на предниот крај на дозерот за масло, кој се користи за затегнување на работното парче.
5,Централниот држач за здодевната шипка се наоѓа помеѓу доводникот за масло и кутијата за здодевни шипки.Се користи за помошна потпора на здодевната лента.Главно ја поддржува здодевната лента и ја контролира насоката на движење на здодевната лента.Посебна здодевна лента е инсталирана низ внатрешната празнина на држачот за здодевната лента.Комплетот за потпора (припаѓа на помошната опрема на машинскиот алат) ја игра улогата на апсорпција на вибрациите на здодевната шипка, а внатрешната потпорна чаура има функција за вртење.Ротирачкиот потпорен чаур во средината на држачот на здодевната шипка е интегриран со здодевната шипка, која е погодна за замена заедно кога ќе се замени здодевната шипка.
6, систем за хранење
Палетата за хранење усвојува структура на седло од типот на палета, која ефикасно ја подобрува цврстината на седлото и ја поддржува шината за водич со распон од 650 mm.Седлото и лизгачката плоча се излеани со смола песок и се подложуваат на вештачко стареење.Секоја површина на водичката шина е важна површина за обработка.
Палетата за хранење усвојува структура на багажник и пинјони, запчаникот се движи од серво моторот, а кочијата се движи од спојувањето со решетката, за да се реализира напојувањето и брзото движење на кочијата.Целиот систем за хранење има карактеристики на висока прецизност, добра цврстина, непречено движење и добро задржување на прецизноста.Некои дефекти во обработката на машинските алати може да се реагираат од единицата за ограничување на вртежниот момент и да престане да работи навреме за да се заштити безбедноста на машинските алати, алати и работните парчиња во одреден опсег.
7, Отстранување на чипови, ладење на течност за сечење, филтрирање, складирање и снабдување, комплетен систем на моторна единица на пумпа за масло:
Целиот систем го прифаќа дизајнот на структурата на надземниот резервоар за масло.Уред за отстранување на чипови: автоматска машина за отстранување на чипови од типот на синџирска плоча → магнетен сепаратор → циркулациона пумпа → хартиен филтер со висок притисок → филтер за седиментација со повеќестепена изолација → главна пумпа за масло.
Систем за ладење: Преку три групи пумпи за менувачот, се доставува до диспензерот за масло и може да се добијат различни стапки на проток (3 групи пумпи 300L/min, 600L/min, 900L/min) за да се задоволат различните потреби на работното парче големина на отворот.
Системот за циркулационен филтер е посебен резервоар за масло со инсталирани два комплети циркулирачки пумпи за масло.Циркулационата пумпа за масло е поврзана со системот за филтрирање на главниот резервоар за масло, така што маслото во главниот резервоар за масло е релативно чисто.Циркулациониот филтер над главниот резервоар за масло треба редовно да се чисти или заменува.
8, тела
Опремен со 2 комплети V-блок држачи, 2 комплети држачи со валјак и 2 комплети прстенест центар со моторизиран, што се користи за поддршка на работното парче.Рачна завртка за водење, подигање на навртките, може да се прилагоди произволно според дијаметарот на различни работни парчиња.Главно ја игра улогата на носење и прилагодување на положбата на здодевното работно парче.

9, Хидрауличен систем
Прифатете домашни и странски напредни хидраулични компоненти за да обезбедите стабилни и сигурни перформанси.Контрола на проширување и контракција на алатот.Притисокот и брзината се прилагодливи.
10, Електричен систем за контрола
Се состои од електричен контролен кабинет, серво уред за наизменична струја, електричен контролен систем, контролна станица итн. Главните нисконапонски електрични компоненти користат бренд на Schneider, авијациски конектори, а распоредот на силна и слаба струја е разумен.Системот за нумеричка контрола на Сименс се користи за централно контролирање на сите делови на целата машина, а на LCD екранот се прикажуваат различни дејства и упатства на машинската алатка.(Внимавајте на висината и положбата на контролната станица и поставете ја во положба што е лесна за ракување и не е лесна за удар; контролната табла е дизајнирана да спречи навлегување масло и маслото не треба да се носи во копчиња и панели за продолжување на работниот век на системот).
11, Контролна табла
Машинскиот алат главно се ракува со дозерот за масло, а таблата за работа на системот за нумеричка контрола е фиксирана на носачот на дозерот за масло.Наслонот и здодевната шипка се исто така опремени со соодветни копчиња за работа и итно стопирање, кои се погодни за контрола на машинскиот алат.Панелот прифаќа панел од алуминиумска легура, целокупната форма е хармонична, убава и издржлива.
12, Заштита
На надворешната страна на креветот е инсталиран периферен заштитен капак, а заштитните ефекти се како што следува: (1) Добри перформанси за заштита на изгледот, нема истекување масло, може ефикасно да ја собере течноста за сечење и да ја врати заедно за повеќекратна употреба.(2) Изгледот е едноставен и убав.