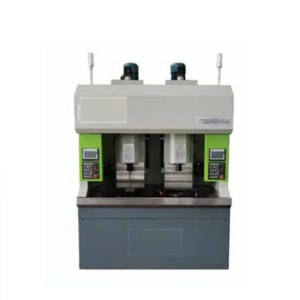
CNC-Rohrhorizontalhonmaschine


Die horizontale CNC-Rohrhonmaschine ist für lange Rohre konzipiert und unterstützt verschiedene Kunden, die eine gute Endbearbeitung von Löchern wünschen.Die Honmaschine kann Rundheit, Gerade, Konizität, Endrauheit usw. verarbeiten.
1. Die Strukturhonmaschine verwendet geschweißten und wärmebehandelten Stahl, um eine starke Struktur zu erhalten und eine starke Unterstützung für die Honbearbeitung zu bieten.Nach dem Zusammenbau würden wir eine Rostschutzbeschichtung mit hochwertiger schwarzer Farbe auftragen;Lassen Sie das Obergehäuse der Werkzeugmaschine nach dem Entfetten, der Oberflächenanpassung und der Phosphatierung besprühen.Die Farbe ist Perlweiß (oder Farbe nach Kundenwunsch), die Maschine hat ein schönes Aussehen, glatte Linien und einen modernen Sinn.
2. Der Spindelkasten wird von einem Vektorfrequenzumwandlungsmotor mit einem Untersetzungsgetriebe mit harter Zahnoberfläche und großem Untersetzungsverhältnis angetrieben, das eine konstante Leistung erzielen kann
Hohes Drehmoment bei hoher Geschwindigkeit, erhöhte Schnittkraft und einfache Einstellung der richtigen Spindeldrehzahl für Teile mit unterschiedlichen Bohrungsdurchmessern.
Spindelleistung 5,5 kW, Drehzahl 5–250 U/min.(Die Leistung basiert auf der Schnittkapazität)
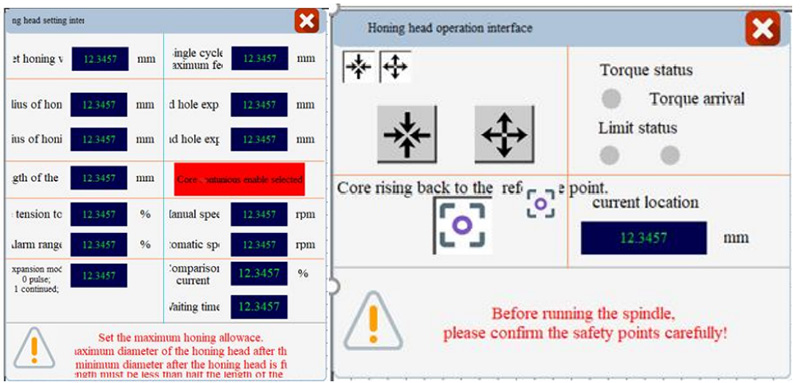
3. Honkopf-Vorschuberweiterungssystem:
Servomotorvorschub: Die gesamte Vorschubeinheit ist am Spindelstock montiert und der Servomotor wird durch eine spezielle Honkopf-Erweiterungsvorrichtung verlängert
Die automatische Expansion (auch Zustellung genannt) des Honkopfes wird realisiert.Dieses Gerät ist parallel zur Hauptwelle geschaltet.Das gesamte System verfügt über einen einzigen Honkopf, der über einen großen Honbereich, ein geringes Gewicht und eine Selbsthemmungsfähigkeit verfügt, was zur Verbesserung der hohen Präzision beiträgt.Erweiterte Servomotorleistung 400 W;
Vorteil: Die gesamte Maschine wird mit Strom betrieben.Die Vorschubeinheit kann einfach von 0,001 bis 0,05 mm eingestellt werden.
Es gibt drei Vorschubmodi. Das Bild unten zeigt die Erweiterungsschnittstelle für den Honkopf mit Touchscreen-Steuerung.
4. Hubgetriebe: Der Servomotor, das Planetengetriebe und die Übertragungskette werden zu einer hochpräzisen, schnell hin- und hergehenden Maschinenstruktur kombiniert.
Servomotorleistung 3,5 kW.Die Hin- und Hergeschwindigkeit beträgt 1-30 m/min.Die effektive Hublänge beträgt 1,7 m.Steuerkreis zur Einstellung der hin- und hergehenden Länge
Das Gesicht ist wie folgt:
5. Das Kühlsystem hat einen Durchfluss von 100 l/min und der Honöl-Ausgabemodus:
Hochfließendes Honöl wird in das Ende des Stahlrohrs eingespritzt, um eine effiziente Reinigung zu erreichen und die Schleifeffizienz zu maximieren.Honöl
Tankinhalt 200 Liter, oder kundenspezifisch
Die Öleinspritzung wird über den Touchscreen gesteuert, sodass die Einspritzung stoppen kann, wenn der Honkopf beide Enden des Stahlrohrs erreicht
Für die Verarbeitung unterschiedlicher Materialien würden wir unterschiedliche Filtersysteme liefern, zum Beispiel würden wir für magnetisches Metall ein Magnetabscheidersystem verwenden, für nichtmagnetisches Material könnten wir ein Papierfiltersystem oder einen Druckpapierfilter wählen.
6. Honstange: Wir haben viele Honköpfe für 35–350 mm oder maßgeschneiderte.Zum Beispiel Modell
①MGC1532 Bearbeitungslochdurchmesser 38–58 mm
②MGC1550 Bearbeitungslochdurchmesser 60-150 mm
Die Oberfläche des Honstabs wird einer Hochfrequenzabschreckung und anschließendem zylindrischen Honen unterzogen, und die Oberflächengüte erreicht Ra0,2 um.
Das Innenloch des Werkstücks beeinträchtigt die Glätte des Werkstücks nicht.Beide Enden der Honstange sind universell verbunden, um die Spindel und die Konzentrizität des Innenlochs des Werkstücks automatisch auszugleichen.
7. Die V-förmige Stahlrohrklemme ist die gleiche wie die Tiefloch-Honmaschine von American Sunnen, der Klemmaußendurchmesser beträgt 40–250 mm oder kann individuell angepasst werden.

8. Tiefloch-Honköpfe: Stellen Sie den erforderlichen Schleifkopf entsprechend den Anforderungen Ihres Unternehmens bereit (die folgenden Formen sind Beispiele).

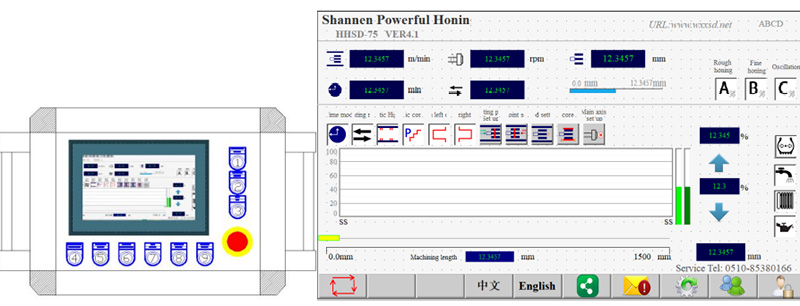
9. Steuerungssystem: Mithilfe eines Touchscreens und einer SPS-Steuerung entwickelt unser professioneller Ingenieur eine intelligente Software für die Honbearbeitung.Beim Betrieb der Maschine können die Honwerkzeuge, die erforderliche Geschwindigkeit, Hin- und Herbewegung, Vorschub, Kühlung usw. einfach eingestellt und die Bearbeitung online verfolgt werden, sodass die Bediener unsere Honmaschine kontrollieren und eine gute Endbearbeitung erzielen können.
Der Lauf ist in einem robusten Sieb untergebracht, um die Bedienung zu vereinfachen.Unser Online-Tracking-System verfügt über eine sehr gute Funktion, um eine einfache Bedienung zu ermöglichen.Dieses System überwacht den Arbeitsstatus der Werkzeugmaschine und die Genauigkeit der Teile, um rechtzeitig Anpassungen vorzunehmen und so Abfallbildung und Geräteschäden zu vermeiden.Um gleichzeitig die Konsistenz des Durchmessers des Innenlochs des Stahlrohrs sicherzustellen,
Der Touchscreen hat eine vertikale Struktur und kann um 180 Grad gedreht werden.Der Touchscreen alarmiert automatisch, wenn an der Werkzeugmaschine ein Fehler auftritt.
Die Fehler sind folgende (je nach Maschinenkonfiguration gibt es unterschiedliche Angebotsmethoden):
1. Der Bearbeitungsmodus ist nicht ausgewählt. Alarm. 2. Der Anfangsbezugspunkt des Vorschubs ist nicht festgelegt.
3. Die Bearbeitungszeit im Timing-Modus ist nicht eingestellt.4. Der Maschinenursprung oder Verarbeitungsbereich ist nicht vollständig eingestellt
5. Die Sacklochparametrierung ist nicht abgeschlossen. 6. Die Parametrierung der Vorschubachse ist nicht abgeschlossen
7. Spindelparameter sind nicht vollständig eingestellt. 8 Hardware-Fehleralarm
10. Sicherheit
Das Bedienfeld verfügt über einen Not-Aus-Knopf, der zum Anhalten der Werkzeugmaschine im Notfall gedrückt werden kann.Beide Seiten der Führungsschiene sind mit Lagesicherungen ausgestattet
Zum Schutz der Bediener ist die Hauptwelle mit einer Schutzabdeckung ausgestattet.
Informationen zu allgemeinen Fehlern des Bedienfelds:
1. Der Bearbeitungsmodus ist nicht ausgewählt. Alarm. 2. Der Anfangsbezugspunkt des Vorschubs ist nicht festgelegt.
3. Die Bearbeitungszeit im Timing-Modus ist nicht eingestellt.4. Der Maschinenursprung oder Verarbeitungsbereich ist nicht vollständig eingestellt
5. Die Sacklochparametrierung ist nicht abgeschlossen. 6. Die Parametrierung der Vorschubachse ist nicht abgeschlossen
7. Spindelparameter sind nicht vollständig eingestellt. 8 Hardware-Fehleralarm