CNC cauruļu horizontālā honēšanas mašīna


CNC cauruļu horizontālā honēšanas mašīna ir paredzēta garām caurulēm, palīdz dažādiem klientiem, kuri vēlas iegūt labu apdari caurumos.Honēšanas mašīna var apstrādāt apaļumu, taisnu, konusu, apdares raupjumu utt.
1. Struktūras slīpēšanas mašīnā tiek izmantots metināts un termiski apstrādāts tērauds, lai iegūtu spēcīgu struktūru, lai nodrošinātu spēcīgu atbalstu slīpēšanas apstrādei.Pēc salikšanas mēs izmantotu pretrūsas pārklājumu ar augstas kvalitātes melnu krāsu;pēc attaukošanas, virsmas regulēšanas un fosfatēšanas darbgalda augšējo apvalku izsmidziniet.Krāsa ir pērļu balta (vai krāsa atbilstoši klienta prasībām), iekārtai ir skaists izskats, gludas līnijas un mūsdienīga izjūta.
2. Vārpstas kārbu darbina vektora frekvences pārveidošanas motors ar lielu samazināšanas koeficientu cieto zobu virsmas zobratu reduktoru, kas var sasniegt nemainīgu jaudu
Liels griezes moments pie liela ātruma, palielināts griešanas spēks, kā arī ir viegli iestatīt pareizo vārpstas ātrumu detaļām ar dažādu urbuma diametru.
Vārpstas jauda 5,5Kw, ātrums 5-250r/min.(Jauda ir balstīta uz griešanas jaudu)
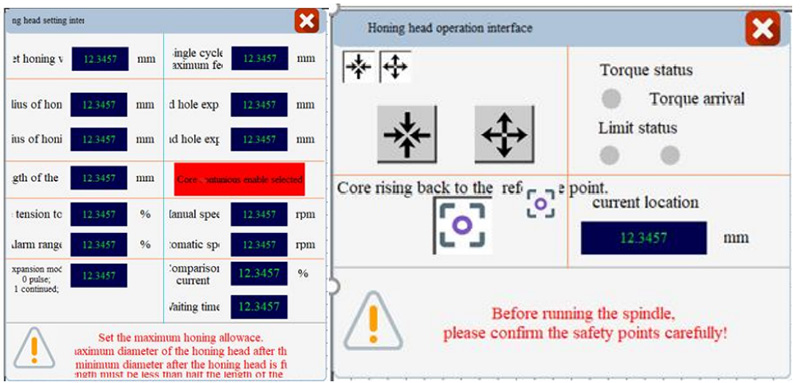
3. Honēšanas galviņas padeves izplešanās sistēma:
Servo motora padeve: visa barošanas vienība ir uzstādīta uz galvas balsta, un servomotors tiek pagarināts, izmantojot īpašu honēšanas galviņas izplešanās ierīci
Tiek realizēta honēšanas galviņas automātiskā izplešanās (saukta arī par padevi).Šī ierīce ir savienota paralēli galvenajai vārpstai.Visai sistēmai ir viena slīpēšanas galviņa, kurai ir liels slīpēšanas diapazons, viegls svars un pašbloķēšanās spēja, kas palīdz uzlabot augstu precizitāti.Paplašināta servomotora jauda 400w;
Priekšrocība: visa iekārta tiek darbināta ar elektrību.Padeves vienību var viegli noregulēt no 0,001 līdz 0,05 mm.
Ir trīs barošanas režīmi, zemāk esošajā attēlā redzams skārienekrāna vadības pulēšanas galviņas paplašināšanas interfeiss.
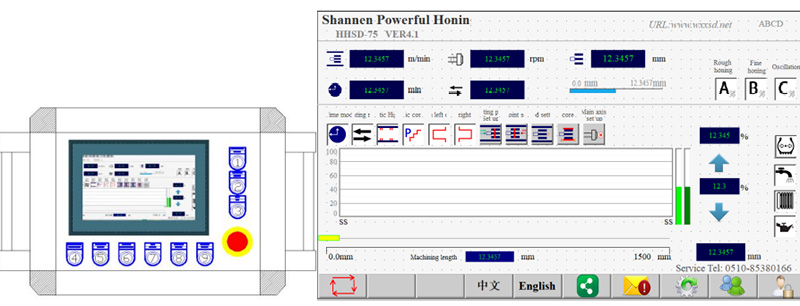
4. Virzuļa pārnesumkārba: servomotors, planētu reduktors un transmisijas ķēde ir apvienoti, lai izveidotu augstas precizitātes ātru virzuļu mašīnas struktūru.
Servo motora jauda 3.5KW.Virziena ātrums ir 1-30 m/min.Efektīvais virzuļa garums ir 1,7 m.Virzuļa garuma iestatīšanas kontroles aplis
Seja ir šāda:
5. Dzesēšanas sistēma ir plūsma 100L/min, un slīpēšanas eļļas izvades režīms:
Augstas plūsmas honēšanas eļļa tiek ievadīta tērauda caurules galā, lai panāktu efektīvu tīrīšanu un maksimāli palielinātu slīpēšanas efektivitāti.Honēšanas eļļa
Tvertnes tilpums 200 litri vai pielāgots
Eļļas iesmidzināšanu kontrolē skārienekrāns, lai injekcija varētu pārtraukt strūklu, kad honēšanas galviņa sasniedz abus tērauda caurules galus
Dažādai materiālu apstrādei mēs piegādāsim dažādu filtru sistēmu, piemēram, magnētiskajam metālam, mēs izmantotu magnētisko separatoru sistēmu, nemagnētiskam materiālam mēs varētu izvēlēties papīra filtru sistēmu vai spiediena papīra filtru.
6. Honēšanas stienis: mums ir daudz honēšanas galviņu, kas aptver 35-350 mm, vai pielāgotas.Piemēram, modelis
①MGC1532 apstrādes cauruma diametrs 38-58mm
②MGC1550 apstrādes cauruma diametrs 60-150 mm
Honēšanas stieņa virsma tiek pakļauta augstfrekvences rūdīšanai un pēc tam cilindriskai slīpēšanai, un virsmas apdare sasniedz Ra0,2 um.
Apstrādājamās detaļas iekšējais caurums nesabojās sagataves gludumu.Abi honēšanas stieņa gali ir universāli savienoti, lai automātiski kompensētu vārpstu un gabala iekšējā cauruma koncentriskumu.
7. Tērauda cauruļu v-veida skava ir tāda pati kā amerikāņu Sunnen dziļo caurumu slīpēšanas mašīna, stiprinājuma ārējais diametrs ir 40-250 mm vai pielāgots.

8. Dziļo caurumu slīpēšanas galviņas: nodrošiniet nepieciešamo slīpēšanas galviņu atbilstoši jūsu uzņēmuma vajadzībām (zemāk redzamas formas).

9. Vadības sistēma: izmantojot skārienekrānu + PLC vadību, mūsu profesionālais inženieris izstrādā vienu viedu programmatūru apstrādes slīpēšanai.Darbinot iekārtu, ir viegli iestatīt honēšanas instrumentus, nepieciešamo ātrumu, virzienu, padevi, dzesēšanu utt., kā arī izsekot apstrādei tiešsaistē, lai operatori varētu kontrolēt un iegūt labu apdari ar mūsu honēšanas mašīnu.
Darbība ir iestatīta stingrā ekrānā, lai atvieglotu darbību.Mūsu tiešsaistes izsekošanas sistēma ir ļoti laba funkcija, lai nodrošinātu vieglu darbību.Šī sistēma izseko darbgalda darba stāvoklim un detaļu precizitātei, lai savlaicīgi pielāgotos, lai izvairītos no atkritumu rašanās un aprīkojuma bojājumiem.Tajā pašā laikā, lai nodrošinātu tērauda caurules iekšējā cauruma diametra konsekvenci,
Skārienekrānam ir vertikāla struktūra, un to var pagriezt par 180 grādiem.Skārienekrāns automātiski signalizē, kad darbgaldā rodas kļūme.
Kļūdas ir šādas (atkarībā no iekārtas konfigurācijas ir dažādas kotēšanas metodes):
1. Apstrādes režīms nav izvēlēts trauksmes signāls 2. Padeves sākotnējais atskaites punkts nav iestatīts.
3. Apstrādes laiks laika režīmā nav iestatīts.4. Mašīnas izcelsme vai apstrādes diapazons nav iestatīts pilnībā
5. Aklā cauruma parametru iestatīšana nav pabeigta. 6. Padeves ass parametru iestatīšana nav pabeigta
7. Vārpstas parametri nav iestatīti pilnībā. 8 Aparatūras atteices trauksme
10. Drošība
Vadības panelī ir e-stop poga, kuru nospiežot, var apturēt darbgaldu avārijas gadījumā.Abas virzošās sliedes puses ir aprīkotas ar pozīcijas aizsardzības ierīcēm
Galvenā vārpsta ir uzstādīta ar aizsargpārsegu, lai aizsargātu operatorus.
Vadības paneļa izplatītā informācija par kļūdu:
1. Apstrādes režīms nav izvēlēts trauksmes signāls 2. Padeves sākotnējais atskaites punkts nav iestatīts.
3. Apstrādes laiks laika režīmā nav iestatīts.4. Mašīnas izcelsme vai apstrādes diapazons nav iestatīts pilnībā
5. Aklā cauruma parametru iestatīšana nav pabeigta. 6. Padeves ass parametru iestatīšana nav pabeigta
7. Vārpstas parametri nav iestatīti pilnībā. 8 Aparatūras atteices trauksme